

Medir tempos e movimentos é uma prática cada vez mais necessária para qualquer indústria. Só assim é possível entender como funciona a operação, identificar gargalos e evitar desperdícios.
Nesse contexto, é importante saber qual é o tempo necessário de cada atividade para atender as demandas do mercado. O takt time nasceu justamente para que as empresas encontrem essa “métrica ideal” e consigam fabricar a quantidade de produtos que seus clientes esperam.
Neste artigo iremos explorar com detalhes como você pode usar o takt time para ações diretas no seu dia a dia:
1. O conceito de Takt Time
2. Porque aplicá-lo no seu dia a dia
3. Detalhamento analítico, utilizando um case real da Novidá
4. A Novidá como chave do takt time de suas equipes
O conceito do Takt Time
O termo vem do alemão Taktzeit, em que Takt significa ritmo e Zeit significa período. O Takt Time é, portanto, o tempo que uma peça ou produto deve ser produzido, baseado no ritmo de vendas e na demanda do mercado.
Assim, para calculá-lo, basta dividir o volume da demanda do cliente pelo tempo disponível de trabalho, subtraindo tempos de perdas, interrupções, intervalos, etc. Ou seja, analisamos todo o tempo operacional líquido e a demanda do mercado para entender em quantas horas, minutos ou segundos cada produto deve ser fabricado.
Para facilitar, vamos dar um exemplo: Imagine um turno de 9 horas, com 1 hora de pausa para almoço e 20 minutos de demais intervalos. Nesse caso, o tempo operacional diário de cada funcionário é de 460 minutos ou 27.600 segundos.
Agora imagine que a demanda do cliente é de 18 mil unidades mensais de um produto X. Nesse caso, é necessário produzir 600 peças por dia (18.000/30). Ao dividirmos o número de segundos diários operacionais (27.600) pelo número de peças necessárias (600), chegamos a 46s.
Esse é o Takt Time, ou seja, o tempo limite que cada nova unidade pode demorar para ser fabricada.
Por que devo me importar com o Takt Time em meu dia a dia?
Mas afinal, por que calcular essa métrica que, a princípio, parece envolver tantas variáveis? Primeiramente você passa a ter mais controle sobre o negócio, entende qual é o tempo disponível para a execução de cada tarefa e analisa se precisa acelerar o ritmo da produção para cumprir as demandas.
O oposto também vale: produzir além do necessário vai gerar excesso de estoque, o que pode ser prejudicial. Afinal, a própria metodologia lean tem o just in time como suporte, e sua aplicação significa melhor aproveitamento dos recursos no negócio.
Calcular o takt time, no entanto, nem sempre é uma tarefa fácil. São muitos processos, pessoas e tarefas envolvidas em uma grande operação, o que pode gerar alguma confusão. No entanto hoje já existem tecnologias que ajudam o gestor a controlar, em tempo real, os dados de pessoas e produtos dentro da fábrica.
Outro desafio relevante é que sempre devemos lembrar que pessoas não são máquinas. Quando chegamos a um takt time de 46s, como no exemplo acima, não devemos esperar que os colaboradores sempre mantenham esse ritmo de trabalho. É preciso analisar toda conjuntura, prever desvios e saber que esse número é apenas um norte, já que ele deve acelerar e desacelerar seu ritmo ao longo do dia.

E como fazer uma análise de Takt Time, focada na tomada de decisão?
Dentro das analises do lean manufacturing, o takt time relaciona a demanda do cliente com a nossa capacidade produtiva. Como que os dados de tracking de precisão, tempos e movimentos que a plataforma da Novidá disponibiliza podem nos ajudar quando analisamos a demanda e capacidade?
Em alguns casos podemos fazer um paralelo entre a demanda do cliente com o planejamento que temos para alguns serviços, como exemplo: higienização de um prédio, serviços administrativos em um aeroporto, manutenção preventiva dentro de uma linha de produção, entre outros. Se fizemos um paralelo entre demanda e planejado, o paralelo entre tempo de ciclo de uma máquina pode ser feito com o tempo de execução das tarefas.
Mas no final das contas, como isso pode nos ajudar? Vamos olhar um case real em que estamos analisando o serviço de limpeza predial, onde o takt time é igual a 10 minutos por atividade, lembrando que estamos considerando o takt time o tempo planejado por atividade. Ao analisar o tempo médio de execução de 1415 tarefas planejadas ao longo de 9 dias úteis, em 2 turnos diferentes com 4 pessoas em cada turno percebesse que temos um gap entre o planejado e executado, ou seja, estamos conseguindo fazer mais rápido que o planejado.
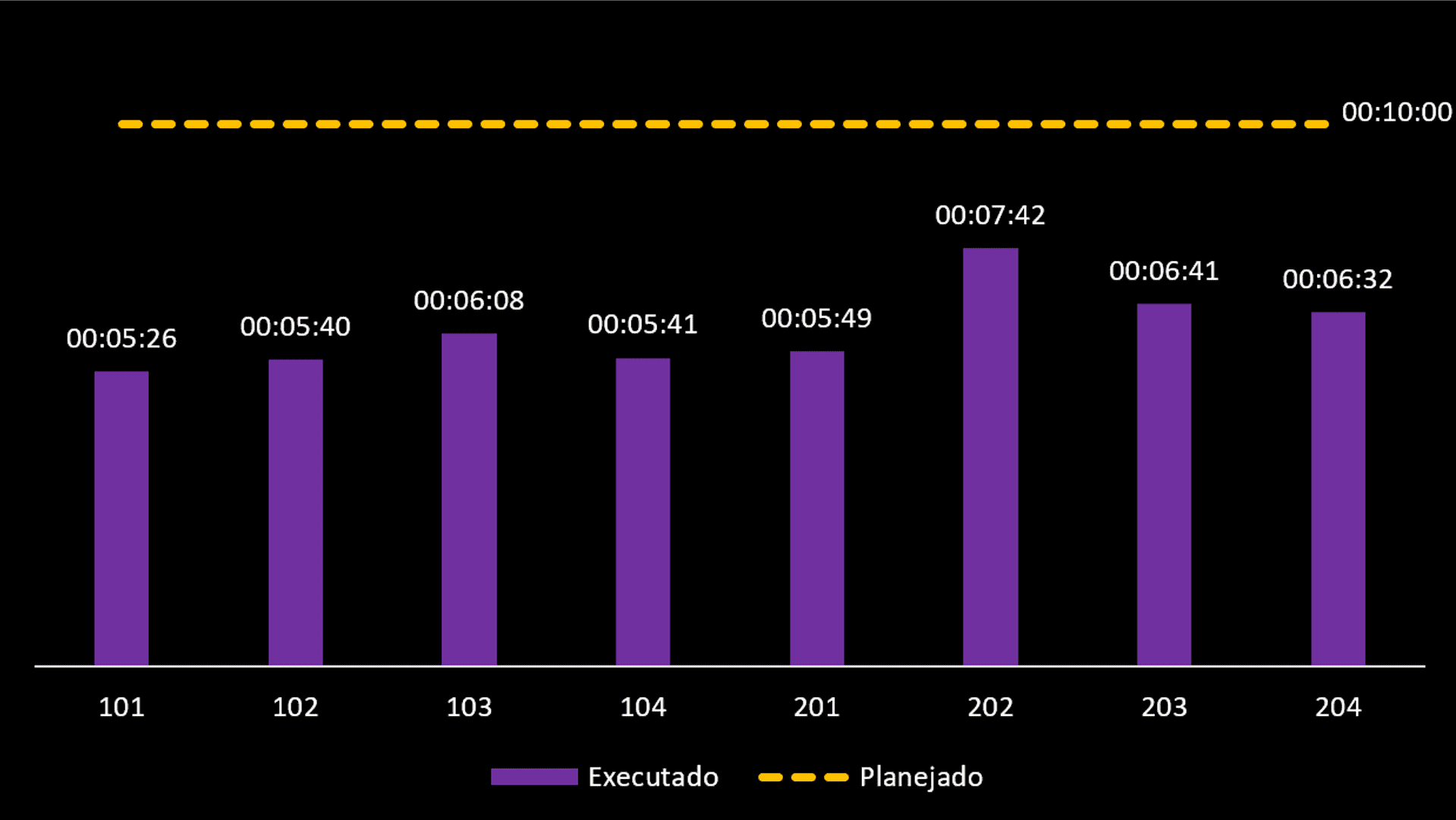
Para deixar claro as condições de contorno e cenários considerados para as analises realizadas: não existem reclamações de qualidade de serviço para nenhum dos turnos ou seja o serviço é realizado com a qualidade necessária, os dois turnos fazem as mesmas atividades nas mesmas quantidades podendo ser assim comparados em termos de tempo de execução.
Além disso podemos fazer uma análise entre turnos, onde o turno diurno (10X) possui média de execução de 05:44 minutos e o turno da noite de 06:41, logo temos o turno da noite com o gap de performance que precisa ser abordado, uma vez que todas as atividades feitas para ambos os turnos são iguais, porém se formos um pouco mais afundo na análise perceberemos que um colaborador (202) está com o tempo mais elevado que os demais ao realizar o método dos 5 por quês descobrimos que era uma pessoa júnior no processo e que deveria ser treinada e orientada para que a performance chegasse na no patamar dos demais. Esse é o primeiro passo para a melhoria contínua desse processo.

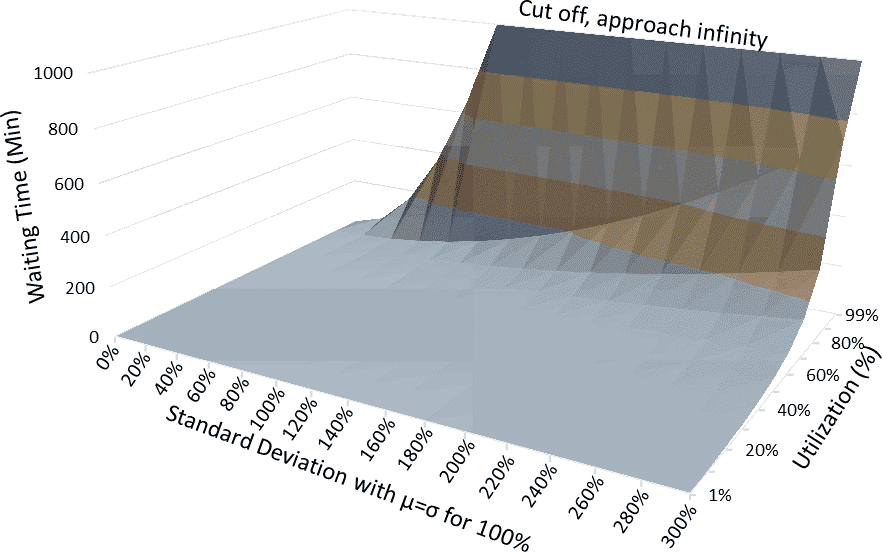
Uma abordagem mais agressiva seria realocar dois membros da equipe para outras atividades ou até mesmo desligá-los, apesar de ser possível redistribuir as atividades a utilização dos colaboradores chegaria a índices próximos a 90% o que poderia impactar negativamente no tempo de execução das atividades uma vez que a fórmula de Kingman que relaciona a variação de um processo, utilização e tempo de espera, nos leva a ter uma tempo de espera infinito para uma utilização de 100% dentro do seu sistema, ou seja, se você tentar realizar 100% do seu tempo realizando tarefas, sua lista de tarefas a fazer nunca acabará.
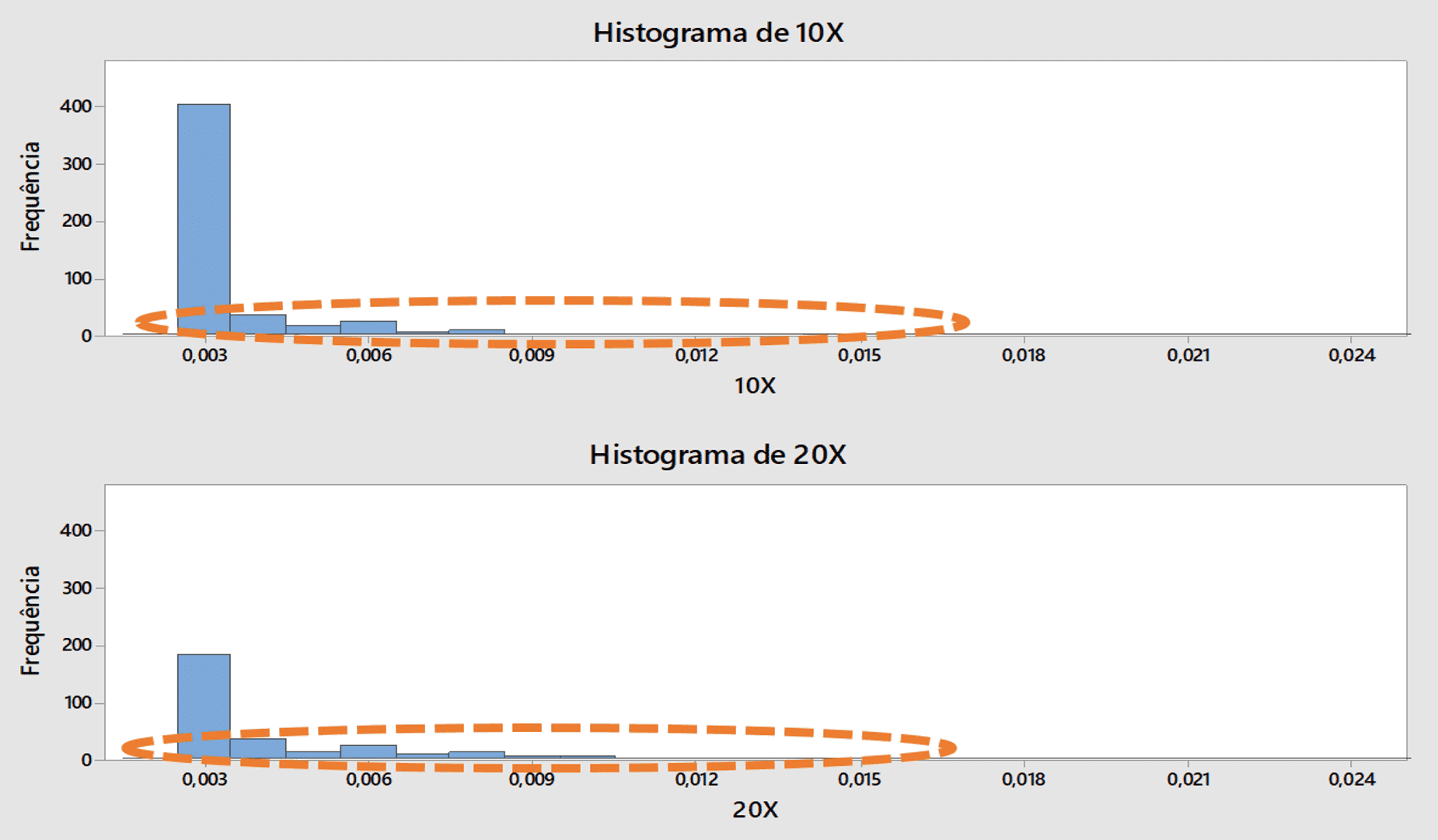
Levando em conta que a variação do processo não é pequena em nenhum dos turnos analisados, como pode ser visto nos histogramas abaixo onde ambos possuem um efeito de cauda longa dentro do processo.
Logo, o gestor operacional da empresa analisada pode explorar possibilidades de eliminação de desperdícios, que seriam:
1. Treinar ou substituir um colaborador devido a sua baixa performance.
2. Identificar as causas do turno B possuir proporcionalmente mais pontos na cauda longo que o turno A.
3. Eliminar desperdícios de movimentação desnecessária.
4. Aumentar a produtividade pode nos deixar tranquilos para tomar a decisão de reduzir 2 postos de trabalho (25% de head count) sem que ocorram problemas de qualidade. Observação: caso não haja cobertura de férias por outra equipe, é sugerido a redução de 1 posto apenas.
Explorando a plataforma Novidá como complemento do Takt Time
Em busca de trazer mais produtividade aos seus clientes, a Novidá desenvolveu um sistema de geolocalização indoor que acompanha a movimentação de pessoas e equipamentos móveis pelo ambiente de negócio.
Dessa forma, é possível medir os tempos de execução das atividades com precisão, o que permite identificar possíveis gargalos na operação, avaliar a produtividade da equipe e otimizar processos.
Também é possível cruzar os dados de tempo com o takt time e, dessa forma, verificar se as atividades estão acontecendo dentro do tempo planejado ou, caso não estejam, identificar onde estão os desvios.
Quer saber mais sobre os benefícios que a Novidá pode trazer ao seu negócio? Entre em contato com um de nossos especialistas!



